-
 取扱メーカーから探す
取扱メーカーから探す -
カテゴリーから探す
-
電話でのお問い合わせは042(571)8822受付時間 平日9:00~16:00
磨耗輪のリフェーシングについて
|
A.未使用磨耗輪の場合の表面研磨 工場出荷前にダイヤモンドで精密に加工されていますが、組織自体が柔軟であるため多少の変形が おこりえます。このため使用前に表面研磨する必要があります。 研磨紙を本体の試料台に取り付け、50回転の表面研磨を2回行い、磨耗輪と試料がきちんと接触するようにします。この際クランプリングは必要ありません。 B. 使用済み磨耗輪の再使用のための表面研磨方法 それぞれの試験前には、研磨紙を使用して研磨を25または50回転で行ってください。 前回の試料がこれから用いる試料と似たもので、短時間の試験であった場合、研磨は25回転で十分ですが、1000回転以上の全く違った試料での試験であった場合は、50回転での研磨をおすすめします。 (ご注意)研磨紙の使用寿命は25~50回転です。25回転しか使用されない場合でも、その研磨紙の再使用はしないでください。 |
|
|
C 使用中磨耗輪に対する表面研磨方法 CSシリーズ磨耗輪は、直径が1 3/4インチ(44.45mm)になるまで使用できますが、試料の磨耗片によって目詰まりすることもあります。その場合には、試験を進める前に研磨紙で25回転研磨を行い磨耗面を再研磨してください。 なお、磨耗輪の変色と目詰まりの区別にご注意ください。正常な場合でも、細かい磨耗粉で磨耗輪の表面がおおわれた場合には色がつきます。 D. 歪んだ磨耗輪に対する表面研磨方法 磨耗輪が歪んでいる場合には、試験時にアームが多少上下します。この為正しい結果を得られません。この場合は交換をお勧めします。 (注)Hシリーズ(弾力性のない硬いタイプ)の表面研磨と同様の方法を行い、歪みを除去したのち、磨耗係数を再設定するためS-11(ただしCS-10FのみST-11です。)(研磨紙)を2枚使用して 50回転の研磨を2回行う方法はございます。詳しくはHシリーズの研磨(下に記載)をご覧ください。 以下の表はテーバー摩耗輪用の推奨のリフェーシングを表します。なおCS-0(ゴム)、CS-5(フェルト)、S-35(タングステンカーバイド)やS-39(本革)ホイールセットについては 破損の恐れがあるため、リフェーシング自体が推奨されておりません。
|
<参考資料>Hシリーズ磨耗輪の表面研磨方法
|
Hシリーズ磨耗輪は全て工場にて精密に製造されており、磨耗輪が歪んだり、角ばったり、 磨耗粉が詰まったり する兆候が現れるまで使用できます。 正常な磨耗輪は正確な円筒状になっています。ときどきリフェーサーの軸に一組の磨耗輪を 取り付けて、磨耗輪のゆがみをチェックしてください。 一連の比較試験や広範囲に異なった試験材料を用いる場合には、磨耗輪に軽くダイヤモンドツールを接触させて研磨します。 また 磨耗輪の表面が目詰まりする傾向がある場合には、 試験前に軽く表面研磨を行ってください。 |
 |
|
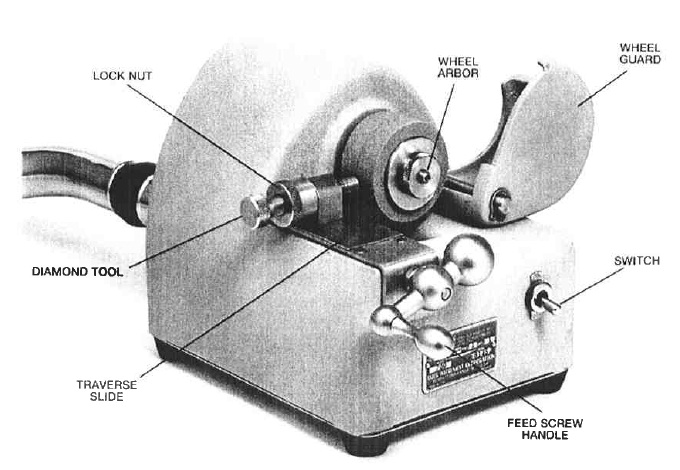
<手順> ①磨耗試験機本体のバキュームホースをはずしリフェーサーに取り付けます。バキュームユニットを100に設定します。 ②リフェーサーの保護カバーを開け軸からナット、ワッシャーを外し、ダイヤモンドツールを後退させます。 ③磨耗輪の表面が1対で同じになるように、常に2個を1組として研磨します。軸に磨耗輪を挿しこみナットとワッシャーで硬く締めます。 ④保護カバーを閉じ、試験後の電源をONにしてコントロールパネルのVACCUM ONLY KEYにセットします。またリフェーサーのトグルスイッチをONにします。 ⑤ダイヤモンドツールを磨耗輪にぎりぎり触れる位まで近づけ、ハンドルで再び磨耗輪から離し、1/8~1/4回転分ツールを近づけ、ロックナットで固定します。 ⑥左手で装置を固定し、ハンドルをゆっくり回してダイヤモンドツールを往復させます。磨耗輪を研磨する音が聞こえなくなるまで回し続けてください。表面全体の色が単一になれば研磨は完了です。 注意:摩耗輪に丸みを付けすぎないようにしてください。極端な鋭角だけを取ればいいので、角は0.4mmも取れば十分です。 また磨耗輪の磨耗係数は油や湿気によって変化します。磨耗面には触れないようにしてください。 | |